Tärkeä prosessi metallin jännityksien hallintaan sekä mittatarkkuuden ja väsymislujuuden parantamiseen
Jännityksenpoistohehkutuksella vähennetään metallikappaleiden sisäisiä jännityksiä, jotka ovat seurausta valmistusprosesseista, kuten polttoleikkauksesta tai hitsauksesta. Sisäiset jännitykset ovat potentiaalinen riski, sillä ne voivat aiheuttaa halkeamia, muodonmuutoksia ja heikentää kappaleen mekaanisia ominaisuuksia kuten lujuutta ja sitkeyttä. Lämpökäsittelymenetelmänä jännityksenpoistohehkutus on erittäin tehokas tapa parantaa tuotteiden laatua ja pidentää niiden käyttöikää.
Kun suoritamme jännityksenpoistohehkutusta, lämmitys tapahtuu hallitusti ja kappaleen lämpötila nostetaan vähitellen tyypillisesti 550–580°C-asteen välille. Lämmitysnopeus, ylläpitämisen kesto ja jäähtymisprosessi suunnitellaan huolellisesti, jotta ne soveltuvat kappaleen materiaaliin, kokoon ja asiakkaan vaatimuksiin. Tarkkojen lämmityskäyrien noudattaminen on kriittistä, jotta materiaalit säilyttävät halutut ominaisuutensa ja laadun.
Meidän uunimme on varustettu tekniikalla, joka mahdollistaa monipuoliset lämpökäsittelyt. Uunimme sisämitat ovat 2500 x 2500 x 1500 millimetriä, jolloin se mahdollistaa noin 2000 x 2000 x 1000 millimetrin suuruisten osien käsittelyn. Lisäksi uunimme voi saavuttaa lämpötiloja aina 650°C saakka, tarjoten laajan soveltuvuuden eri materiaalivahvuuksille.
{kind=link}
Jännityksenpoistohehkutuksen perusteet
Jännityksenpoistohehkutus on tärkeä prosessi, joka pienentää rakenteellisia jännitteitä metallikappaleissa. Se on avainasemassa materiaalin ominaisuuksien säilyttämisessä sekä materiaalivikojen ehkäisyssä. Yleensä hehkutettu kappale sisältää muitakin valmistusmenetelmiä kuten hitsaus, koneistus ja maalaus – nämä kaikki pystymme tarjomaan pelkän hehkutuksen lisäksi, jolloin asiakkaamme saavat niin halutessaan yhden luukun periaatteella valmiin tuotteen. Tyypillsesti meillä hehkutettavat tuotteet ovat hitsattuja – koneistettuja – maalattuja koneen osia materiaalin ollessa välillä S355 – STRENX700.
Prosessin kuvaus
Jännityksenpoistohehkutus on prosessi, jonka aikana metallikappale lämmitetään tarkoin määritellylle lämpötilalle, yleensä välille 550 – 580 °C. Tässä lämpötilassa kappale pidetään 1 – 2 tuntia, minkä jälkeen kappale jäähdytetään hallitusti aina 300°C asti, minkä jälkee se annetaan jäähtyä vapaasti uunissa. Lämpötila ja lämpökäsittelyyn käytettävä aika, eli lämmityskäyrät, määritellään kappaleen materiaalin, koon ja asiakkaan vaatimusten mukaan. Oikean käyrän valinta on kriittistä, jotta metallin mekaaniset ominaisuudet eivät heikkenisi.
Käyttökohteet ja hyödyt
Jännityksenpoistohehkutus soveltuu erityisesti sellaisille metallikappaleille, jotka ovat altistuneet suurille lämpötiloille tai mekaaniselle rasitukselle valmistusprosessien, kuten hitsauksen tai polttoleikkauksen, aikana. Käsittelyllä parannetaan kappaleen koneistettavuutta ja mittatarkkuutta sekä väsymislujuutta, mikä on keskeistä monien teollisuudenalojen vaativissa sovelluksissa. Lisäksi prosessi lisää metallikappaleiden kestävyyttä, mekaanista lujuutta sekä sitkeyttä. Kappaleiden muodonmuutokset sekä lämpökäsittelyn jälkeiset oikaisutarpeet vähenevät, mikä edesauttaa myöhempiä työstö- ja muotoiluvaiheita.
Usein Kysytyt Kysymykset
Käsittelemme tässä osiossa yleisimmin kysyttyjä kysymyksiä jännityksenpoistohehkutuksesta ja sen merkityksestä metallikappaleiden käsittelyssä.
Miksi kappaleen sisäinen jännitys on välttämätöntä poistaa?
Sisäisen jännityksen poistaminen on tärkeää, koska se voi aiheuttaa halkeamia tai muodonmuutoksia, jotka heikentävät kappaleen kestävyyttä ja toimivuutta.
Mitkä tekijät vaikuttavat lämmityskäyrien määrittämiseen jännityksenpoistohehkutuksessa?
Lämmityskäyrien määrittämiseen vaikuttavat kappaleen materiaali, koko ja asiakkaan asettamat vaatimukset. Näiden tekijöiden perusteella optimoidaan lämpötila ja ajastus.
Mitä seurauksia voi olla, jos jännityksenpoistohehkutusta ei suoriteta?
Jos jännityksenpoistohehkutusta ei tehdä, kappaleen rakenne voi olla epävakaa, mikä johtaa halkeamiin tai epätarkkuuksiin tuotteen lopullisessa käytössä. Hehkutus ei ole välttämätön jokaiselle kappaleelle vaan kyseessä on eritysprosessi.
Miten jännityksenpoistohehkutus vaikuttaa kappaleen mekaanisiin ominaisuuksiin?
Jännityksenpoistohehkutus parantaa kappaleen koneistettavuutta, mittatarkkuutta, kestävyyttä, mekaanista lujuutta ja kovuutta, mikä pidentää tuotteen käyttöikää.
Millaisia lämpötila- ja ajastusasetuksia käytetään tyypillisesti jännityksenpoistohehkutuksessa?
Tyypillisesti kappale lämmitetään hitaasti välille 550–580 °C ja pidetään tällä lämpötilalla 1–2 tuntia, minkä jälkeen se jäähdytetään hallitusti ja hitaasti 300°C asti, minkä jälkeen annetaan jäähtyä vapaasti uunissa.
Miten jännityksenpoistohehkutus vaikuttaa kappaleen työstettävyyteen ja muodonmuutoksiin?
Jännityksenpoistohehkutus vähentää kappaleen muodonmuutoksia ja lämpötilasta johtuvaa oikomistarvetta, minkä ansiosta myöhemmät työstö- tai muotoiluvaiheet sujuvat paremmin.
Voidaanko samaa tuotetta hehkutetaan useamman kerran?
Tämä ei ole suositeltavaa ja on harvinaista, yleensä taustalla on jokin poikkeama hehkutuksen jälkeisessä prosessissa kuten koneistus. Etenkin lujissa materiaaleissa, kuten STRENX700, hehkutusta ei suositella tehtäväksi kuin korkeintaa 2 kertaa, sillä lujien terästen ominaisuudet heikkenevät jos hehkutetaan useita kertoja. Mikäli lujan materiaalin kappaletta jouduttaisiin hehkuttamaan useamman kuin yhden kerran, niin asiasta on hyvä keskustella asiakkaan kanssa.
Missä tilanteessa samaa kappaletta voidaan joutua hehkuttamaan useamman kerran?
Tilanne voi tulla esimerkiksi siten, että hehkutettu kappale menee seuraavaksi koneistukseen ja koneistuksessa tulee vaikkapa teräpalarikko tarkan reiän koneistuksessa jolloin reikä menee väljäksi ja se joudutaan korjaamaan asiakkaan kanssa yhdessä sovitulla tavalla esimerkiksi holkittamalla tai täyttöhitsaamalla kappale ja koneistamalla reikä uudelleen.
Millä varmistutaan että hehkutuskäyrät ja lämpötilat ovat oikeanlaiset?
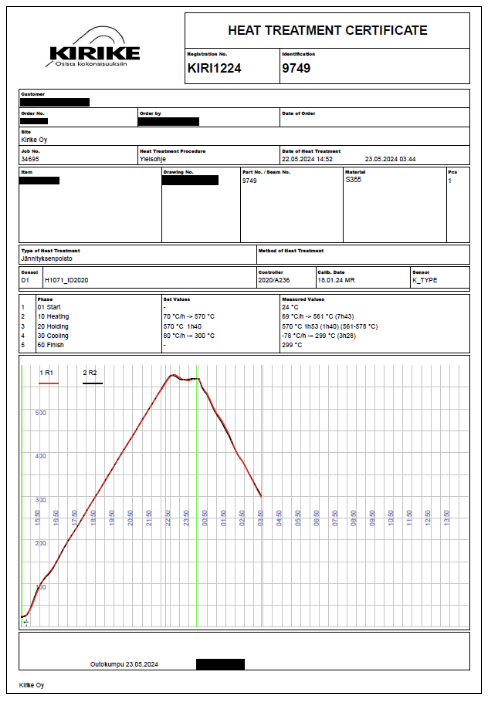
Materiaalien ominaisuudet ja/tai asiakas määrittelevät lämmitysspeksit. Hehkutettavaan kappaleeseen laitetaan anturit kiinni, millä mitataan kappaleen lämpötilaa prosessin aikana. Hehkutusuuni kalibroidaan säännöllisesti ulkopuolisen kalibrointilaitoksen toimesta. Hehkutuksesta saadaan tehtyä asiakkaan niin halutessaan alla olevan kuvan kaltainen hehkutuspöytäkirja, mistä ilmenee lämpotilat sekä ajat kuinka hehkutus on tehty.
Kirike esitteet

Kirike lukuina
11 465 kpl
Toimitettuja tuotetta asiakkaille v.2024
98 %
Laatuvarmuus toimitetuista kpl-määristä v.2024
96,1 %
Toimitusvarmuus kpl-määristä verrattuna alkuperäiseen vahvistettuun, ajalta 10/2024 - 03/2025
5,3 m€
Liikevaihto v.2024
Hitsaus & Hehkutus & NDT
Ammattitaitoiset ja pätevöitetyt hitsaajamme taitavat niin robotti- ja käsihitsauksen sekä jännityksenpoistohehkutuksen. Hitsaukseen suhtaudumme asianmukaisella vakavuudella ja huolellisuudella.
Jauhemaalaus
Ympäristöystävällinen ja kustannustehokas jauhemaalaus kestää kolhut ja suojaa tehokkaasti korroosiolta. Maalauksemme on verifioitu C5-luokkaan asti.
Setti-palvelu
Asennusvalmiita osakokonaisuuksia ja kokoonpanoja Avaimet käteen -periaatteella. Meidän takia kokoonpanolinjanne eivät pysähdy.